
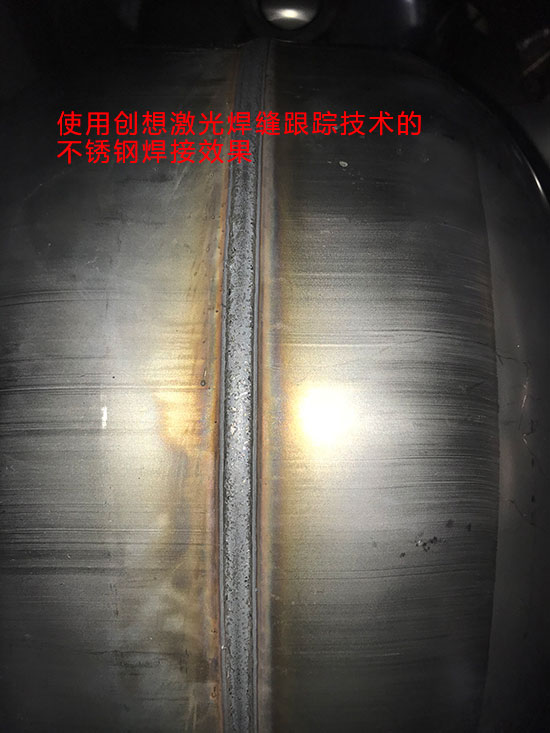
焊接不銹鋼是一個特殊的挑戰。為了形成干凈的接縫和永久穩定的連接,并且將腐蝕的風險降到最低,首要的是準確確定不銹鋼。一般采用焊縫跟蹤技術。焊縫跟蹤技術,其功能是在焊接過程中自動檢測并自動調節焊槍的位置,以便于始終跟隨焊接位置進行焊接,焊槍與工件之間的距離始終保持恒定。經過技術迭代,第三代焊縫跟蹤技術——激光焊縫跟蹤系統,使用激光傳感器,采用非接觸式跟蹤模式,通過傳感器測量焊縫偏移,引導并控制焊槍確定焊縫位置。

此后,焊接方法和焊接工藝必須與此完全一致。焊接通常采用TIG,MIG,MAG和手工金屬電弧焊方法進行。
不銹鋼是總稱,包括合金鋼和非合金鋼。通常,僅將防銹鋼指定為不銹鋼。低合金和高合金不銹鋼的合金比例是有精確規定的。它們分為奧氏體防銹CrNi鋼和鐵素體/低腐蝕鉻鋼。為了確保即使在焊接后仍能保持性能,必須準確選擇與材料相匹配的焊接方法和焊接填料,并且必須相應地調整焊接工藝(氣體量,熱量輸入,冷卻階段)。
通常可以通過MIG / MAG方法輕松焊接不銹鋼。高合金鋼非常適合MIG工藝。但是,此處應特別注意由該工藝引起的氧化層。它們保留在焊縫上和焊縫附近,必須完全除去以保持材料的耐腐蝕性。另外,在焊接高合金鋼時,必須避免所有過熱。
不銹鋼的TIG焊接特別用于焊接根部管路和小直徑管道。奧氏體鋼特別適合于TIG焊接,并具有良好的焊接效果。但是,由于焊接速度低和材料的熱導率低,必須注意過熱。










