
焊接是工業制造中偉大的發明,是生產制造不可獲取的技術。焊接的過程就是控制熱量或者熱源作用到兩塊以上的材料上面,讓這些材料形成一個完整的接頭。比如,針對電弧焊來講,焊接作業就是人、機器人或者專用把持焊槍,按照一定速度沿著焊縫運動,同時按照一定的工藝參數施加熱源能量。除了正確的工藝參數,焊槍能否精準的跟蹤焊縫是保證焊接質量的重要手段。
在諸多焊接過程信息傳感方法中,視覺方法是當前公認的信息量最大、效果最好的傳感方法。早在20世紀80年代初,國內外的很多研究人員就已開始研究視覺傳感方法,包括以電弧光為光源的被動視覺傳感和采用激光輔助照明的主動視覺傳感。被動視覺方法中,電弧本身就是監測位置,沒有因熱變形等因素所引起的超前檢測誤差,能夠直接獲取焊縫接頭和熔池的信息,有利于焊接質量的自適應控制。然而,直接觀測易受到電弧的嚴重干擾,至今還沒有成熟的工業應用的報道。因而,主動光視覺特別是基于激光三角測量原理的結構光或掃描方法已成為目前焊接工業應用中主要的視覺傳感方法。激光視覺傳感的最大特點是能夠獲取焊縫截面的精確幾何形狀和空間位置的信息,適合實時焊縫跟蹤和自適應工藝參數控制。
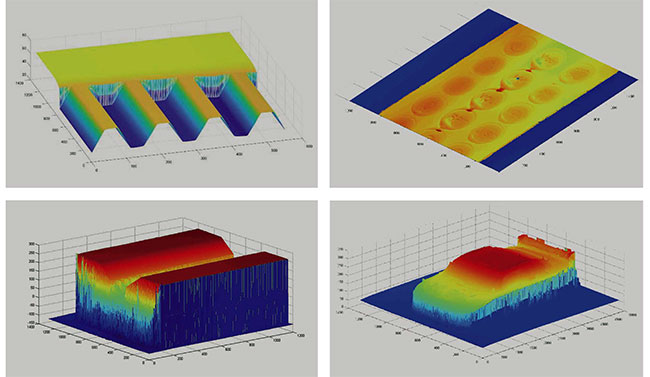
激光視覺傳感的基本原理就是光學的三角測量原理。激光束照射到目標物體的表面,形成一個光斑點,經過攝像頭上的透鏡在光敏探測器上產生一個像點。由于激光器與攝像頭的相對位置是固定的,當激光傳感器與目標物體的距離發生變化時,光敏探測器上的像點位置也相應發生變化,所以根據物像的三角形關系可以計算出高度的變化,即測量了高度變化。當激光束以一定的形狀掃描(掃描方式)或通過光學器件變換以光面的形式在目標物體的表面投射出線形或其他幾何形狀的條紋(結構光方式),在面陣的光敏探測器上就可以得到表征目標截面的激光條紋圖像,而當激光傳感器沿著物體表面掃描前進時,就能得到所掃描表面形狀的輪廓信息。所獲得的信息可用于焊縫搜索定位、焊縫跟蹤、自適應焊接參數控制、焊縫成形檢測等。
目前,已在焊接中應用的激光視覺傳感器主要有掃描和結構光兩種形式。掃描方式主要有線形掃描和圓形掃描,其中圓形掃描的圖像處理方式要復雜一些。相對而言,對于反光的處理,掃描方式比結構光方式要容易。此外,掃描方式傳感器的視場深度大,但受到掃描激光斑點的影響,掃描激光傳感器的精度,尤其是橫向分辨率相對較低。同時,受機械掃描的影響,掃描速度不高。掃描式激光傳感器大多只用于大厚度工件的焊縫跟蹤和自適應控制。在高精度和高速度跟蹤或檢測中應用的激光視覺傳感器大多為結構光方式的傳感器。










