
焊接作為金屬加工業的“裁縫”在工業中起著至關重要的作用,它是一個結合了力、熱、光、電的綜合加工方法。隨著工業的發展,人工焊接受到工作環境、勞動強度以及成本等影響逐漸被自動化焊接所取代。所謂自動化焊縫跟蹤技術,是以焊槍為被控對象,通過傳感測量技術得出焊槍相對于焊縫中心的位置偏差,經過計算機計算并用焊接機器人實時控制焊槍位置,校正偏差,使得焊槍在焊接過程中始終與焊縫對中,從而完成自動化焊接。
而焊縫識別傳感器根據傳感形式不同主要分為:接觸式、非接觸式、電弧傳感式。
接觸式傳感器主要分為機械式和機械電子式,其主要原理是通過焊接機器人與坡口的物理接觸把焊縫的相對位置變化轉換為電信號。機械式是利用機構與焊縫接觸,以焊縫形狀作為導向。機械電子式是利用當焊縫與焊槍的中心存在位置偏差時,導桿自身能收到電信號,根據偏差的大小與方向,控制焊接機器人使焊槍對準焊縫中心位置。這類傳感器結構簡單、價格低廉,但是易造成機械磨損,長時間焊接使得傳感精度變差,不利于自動化焊接。
非接觸式傳感器在工業現場應用較為廣泛。其中電磁傳感根據電磁感應原理,通過磁感量參數變化反映位置偏差,但焊接過程中會產生強大的磁場影響電磁傳感精度且其體積較大,靈活性較差。聲學傳感具有不受焊接過程中弧光、磁場等干擾等優點,但其對于周邊環境要求較高,多與其他傳感器配合應用。激光視覺傳感作為光學傳感中的一種被最廣泛應用于現代焊接中,主要由CCD攝像頭、激光發射器和濾光片組成。其優點是檢測系統不接觸焊接回路,可提取出焊縫的大量信息。

電弧傳感器是一種在焊接機器人焊接過程中的實時傳感器,焊槍本身即為傳感器,不存在超前和滯后誤差,焊接時不受飛濺、弧光、磁場等因素干擾,由于跟蹤實時性強、效果好等優點而在國內外得到大量研究。
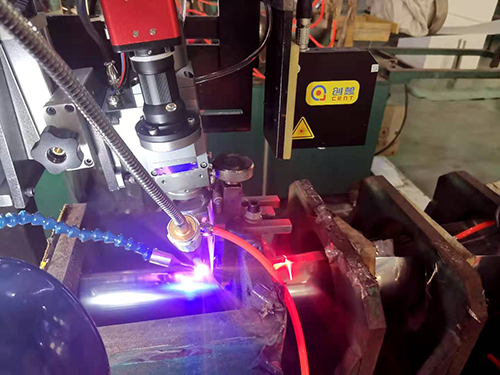
激光焊縫跟蹤:這是目前市場上首選的成熟可靠的控制方法。
(1)、不受焊接工藝和方法及焊接環境的限制。
(2)、有外設
(3)、增加外設硬件成本。










