
隨著產品和應用的發展,激光焊接的材料和焊縫要求已經從鋼的標準重疊樣式配置變為使用具有離散焊接位置要求的更多特殊材料的焊接。此外,零件的形狀和尺寸變化更大,極大地增加了激光焊接過程的復雜性。
激光焊接應用的主要增長點與電動汽車的發展及其普及程度相吻合的。這些車輛(即電池組和電動機)在生產中的挑戰在于,它們使用的材料和焊縫構造通常不易用標準技術焊接。焊接深度控制、激光源和集成過程監控、光學焊縫跟蹤的技術發展極大地幫助了汽車制造領域。但是,某些零件由于其形狀、堆疊和方向的因素而超出了這些技術的能力。在這種情況下,需要用到形狀識別技術。
形狀識別是一種使用基于相機方法的技術,其中像素化、圖像的明暗部分的識別以及高級機器算法的使用不僅用于識別零件形狀,還用于指示關節在多軸上的位置。這項技術的開發旨在解決焊接電動機中使用的銅發夾的復雜性。
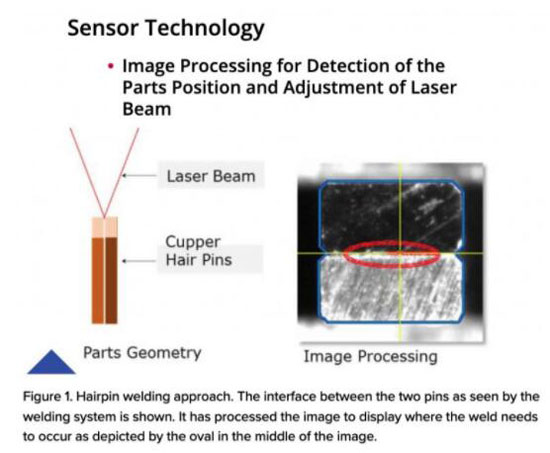
如圖所示,越來越多的制造商在定子的生產中使用銅制發夾而不是銅繞組。這些發夾形狀的零件的頭部插入到定子中并通過激光束焊接在一起。每個定子具有160到220個該零件,這些零件在60秒到120秒的時間范圍內進行處理,該技術減小了電動機的整體尺寸并提高了性能。
最大的挑戰是可靠地檢測發夾的位置。這是因為發夾表面的機械預處理導致不同級別的反射率,這使圖像處理更加復雜。激光焊接工藝非常苛刻,因為銅在室溫下的吸收率非常低。在焊接過程中,吸收率和溫度隨著材料的高導熱性和低熔池粘度而急劇增加。
集成的形狀識別具有許多關鍵優勢。將形狀識別技術集成到激光焊縫跟蹤系統中,既可以準確地檢測焊縫點并根據預定方案進行焊接,還可以確保連續過程監控和高過程可靠性。










