
1、序言
在現在的焊接生產過程中,不同的產品通常需要特定的焊接設備及工裝夾具,需要設計不同類型的生產線及生產流程,即便是同類的產品,由于型號不同,通常也需要更換工裝夾具。同時由于工件在組對過程中存在組對誤差,加工過程存在加工誤差,所以會導致實際焊接的工件與設計圖樣存在差異,工件一致性較差,對于機器人焊接來說簡單的示教通常存在較大的誤差。在焊接過程中的熱形變也會引起誤差,造成焊接缺陷。以上問題在一般工業生產中普遍存在,這就需要焊接自動化生產線具有精確定位工件和糾正偏差的能力,同時在焊接過程中能夠對焊縫實時檢測,調整焊接的路徑,糾正焊接的偏差,保證焊接的質量,這樣也可以大幅降低操作人員的工作量,提高焊接效率,降低制造成本,實現智能的柔性制造。
2、焊縫跟蹤技術的發展歷程
智能焊接的一個關鍵技術就是實現工件及焊縫的自動定位及實時跟蹤。早期,由于檢測及計算機相關基礎技術落后,焊縫定位及跟蹤技術難以實現,工廠通常只能設計生產精密的夾具,同時對裝配環節提高要求,但是對于小批量生產,這種方式通常難以實現。
自20世紀70年代開始,焊縫定位及檢測技術有了一定的發展。主要有兩個方面的進展,一方面是發展了機械式的接觸式仿形跟蹤。機械仿形跟蹤使用時間久后存在磨損問題,同時精度較低,在應用上存在較大的限制,通常應用于對焊接精度要求較低的場景。另一方面研究人員基于電弧傳感的原理,實現了電弧實時跟蹤及焊絲碰觸尋位,但是電弧跟蹤通常要求焊接工件為角焊縫,而且需要使用擺動焊接,這些問題也限制了電弧跟蹤的使用范圍。由于早期受到計算機技術的制約,數據處理能力達不到要求,非接觸的焊縫跟蹤技術發展比較緩慢,無法達到實時檢測及實時跟蹤的需求。2000年后,隨著信息技術與嵌入式處理技術的發展,傳感器技術與圖像處理技術的進步,國外研究人員在非接觸實時跟蹤領域取得了很大的進展,并形成了產品化的能力。2010年后我國的企業、學校及科研機構對于非接觸的焊縫跟蹤技術逐漸開展了深入的研究和開發,同時隨著機器人應用的成熟與普及,焊縫跟蹤技術取得了突破性的發展,并逐漸走向成熟。
3、焊縫跟蹤技術的應用現狀
在實際焊接行業中,由于機械式接觸傳感技術存在精度差易、磨損的問題,應用已經較為少見。目前在實際使用中最為廣泛的是非接觸式的電弧跟蹤及基于視覺傳感器的跟蹤方法。
(1)電弧跟蹤 電弧跟蹤的基本原理是檢測焊接電流和電弧電壓的變化,來表達電弧長度的變化,從而推算焊槍與焊縫的相對高度及與焊接坡口的相對位置關系,通過焊接執行機構的實時調節,實現焊接過程中的實時電弧跟蹤。但是在實際中電弧長度與焊接電流、電弧電壓之間的精準數學模型難以確定,特別是在熔化極電弧焊接過程中,焊接坡口的準確尺寸也難以在線實時檢測,以及電弧跟蹤需要角接焊縫、擺動焊接等限制條件,因此電弧實時跟蹤的應用具有較大的局限性。
(2)基于三角測距原理的激光結構光檢測方法 該方法具有對比度高、精度高、實時性強,無接觸等特點,得到了廣泛應用。在實際使用中,激光結構光有多種類型,如單線結構光、多線結構光、圓形及橢圓結構光、點陣等。應用最為廣泛的是單線結構光,基于單線結構光的焊縫跟蹤器具有結構簡單,實時性好,性價比高的特點,現已成熟應用于焊縫跟蹤、坡口信息監測等領域。基于多線激光的焊縫跟蹤器(見圖1)在激光光路及圖像處理方面比單線激光更為復雜,提取的焊縫有效信息更多,但是降低了實時性,提高了產品成本。圓形或橢圓形激光結構光在焊縫識別及尋位跟蹤上也有相應研究和應用,但因為性價比不高,實時性較低,實際應用較為少見。基于激光點陣的三維重構技術近年來發展迅速,主要用于醫療、商業等領域,在焊接行業有用于焊接表面三維形態測量等應用。目前基于激光結構光的視覺檢測已經廣泛應用于焊縫坡口檢測、焊縫尋位及實時跟蹤等領域,也是未來焊縫檢測及跟蹤的發展方向。

在實際自動焊接過程中,激光焊縫跟蹤器的作用是對焊縫做精確的定位。一個完整的焊縫檢測跟蹤系統通常由激光結構光傳感器、控制器及執行機構組成,它們構成了一個完整的閉環控制系統,實現了檢測、計算和執行的功能。在實際使用中執行機構有可能是由伺服電動機、直線導軌滑臺組成的焊接專機,也可能是焊接機器人。控制器一般為工控機或FPGA、DSP等嵌入式處理器。除此以外,一般還包括焊接電源、工裝夾具及上下料機構等。機器人自動焊接工作站就是一種典型的應用,首先通過視覺傳感器尋位確定工件及焊縫的位置,修正真實焊縫的焊接起始位置,在焊接過程中啟動實時跟蹤,通過實時的控制機器人不斷修正機器人的焊接軌跡,達到準確的自動焊接(見圖2)。目前常用的跟蹤控制方式有無標定的模糊跟蹤、標定實時跟蹤、尋位及跟蹤+尋位方式。無標定的模糊跟蹤不需要精確標定實時檢測焊槍與焊縫的偏差,并實時地做趨勢微調控制。標定實時跟蹤檢測的是焊縫的實際絕對位置,同時控制焊槍運動到焊縫的實際絕對位置。尋位方式指焊接時不實時跟蹤,在焊接前通過兩點或多點尋位確定當前焊縫或工件的位置,提前修改執行機構的運動軌跡,從而實現精確的焊接。跟蹤+尋位方式則是標定實時跟蹤與尋位方式的結合。

4、新技術的融合與應用
近年來隨著離線編程技術、通信技術、虛擬現實及人工智能等的發展,基于視覺的焊縫跟蹤技術也在發展進步。
(1)離線編程技術與焊縫自動跟蹤技術結合。離線編程技術是基于計算機圖像學及機器人運動學等技術模擬仿真機器人的動作,通過圖像化編程來生成機器人的運動軌跡及相應的機器人操作。相對傳統的工作人員通過機器人示教器示教編程,離線編程可以極大地提高工作效率,同時可以使編程者遠離惡劣或危險的工作環境。近年來離線編程技術正在向著全自動,甚至更加智能化的方向發展,離線編程技術與焊縫自動跟蹤技術結合可以起到部分免示教作用,對于焊縫數量多,且形式多變的情況可以很大程度地減少工作量。
(2)焊接遙控技術。遙控焊接是指操作者遠離有毒、深水、核輻射及易燃易爆等危險工作環境,實現對焊接設備和焊接過程進行遠程操控。因為目前在很過焊接領域還不能完全實現智能化焊接技術來進行自主焊接,所以需要采用遙控遠程操控焊接設備以保證焊接的精確性和質量。早在20世紀70年代,操作人員就已經通過遠程操作執行機構控制焊槍的運動完成了焊接;20 世紀 80 年代中期,國外進行了應用機器人的遙控焊接技術研究,最早實現應用的是在1984 年加拿大Douglas Point核電站,利用遙控焊接成功維修了反應堆泄露事故。主動視覺傳感是遙控焊接中主要應用的傳感方式,隨著熔池監控相機的發展,可以遠程遙控的環境及參數越來越多。
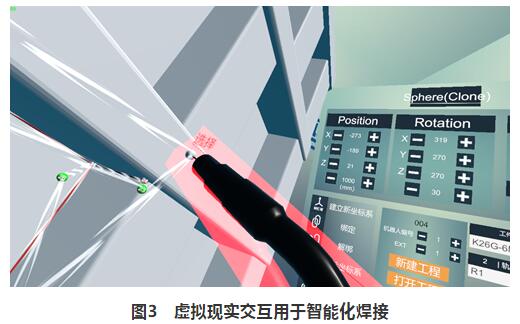
(3)虛擬現實仿真與人機交互技術。在目前的智能化焊接中,技術人員通過Unity3D在虛擬仿真與人機交互技術實現了虛擬現實交互的焊接(見圖3)。人機交互界面負責機器人運動信息反饋和機器人的控制,人再通過人機交互界面對焊接機器人實施遠端操作,從而達到人機交互,在一定程度上可以替代示教編程及離線編程。在復雜、惡劣的環境中將遠端焊接機器人與虛擬現實結合起來并實施人機交互,既能保證焊接工人的安全又能高效地完成焊接作業。
(4)3D掃描成像及人工智能技術。基于3D視覺的機器人自主焊接系統可基于結構光相機生成的點云圖像并且基于人工智能快速自主生成焊縫軌跡,然后基于焊縫軌跡生成機器人的激光尋位、空走及焊接軌跡,在專家庫的基礎上添加焊接工藝。系統無需輸入準確的3D數模,無需示教編程,將工件進行3D掃描后,機器人焊接軌跡自主生成,激光精確尋位糾偏的工作合成在一起,非常適用于解決工業現場常見的多品種、小批量產品自主焊接。這類焊接系統省去了工件數模創建、離線編程,機器人示教等環節,可有效提高整體的焊接質量與效率。
5、結束語
基于激光結構光的焊縫定位與實時跟蹤技術與其他焊縫跟蹤技術相比,有更廣泛的應用場景,和更高的實時性及精確度。未來基于激光特別是基于3D成像技術的焊縫跟蹤必然會在智能焊接領域有更加廣闊的發展。
來源:《金屬加工(熱加工)》2020年第6期。










