

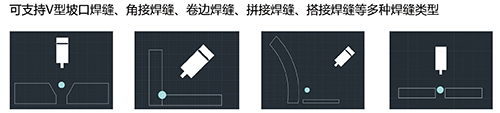
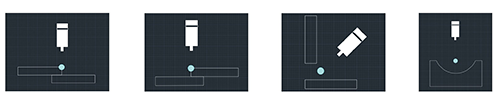
激光焊縫跟蹤器采用智能實(shí)時(shí)焊縫跟蹤技術(shù)、非接觸式跟蹤模式,通過(guò)傳感器測(cè)量焊縫偏移,引導(dǎo)并控制焊槍精確定位,避免因工件位置偏差造成的焊接缺陷,提高生產(chǎn)效率及產(chǎn)品質(zhì)量。焊縫跟蹤傳感器使用場(chǎng)景較多,有些場(chǎng)景干涉較多,相機(jī)需要安裝的高一些避開干涉。JXB500S的安裝高度達(dá)500mm,解決現(xiàn)場(chǎng)工件高低方向干涉問題。


由激光器、光學(xué)傳感器和中央處理器構(gòu)成,采用光學(xué)傳播與成像原理,得到激光掃描區(qū)域內(nèi)各個(gè)點(diǎn)的位置信息,通過(guò)復(fù)雜的程序算法完成對(duì)常見焊縫的在線實(shí)時(shí)檢測(cè)。
l 可一鍵解決檢測(cè)范圍、檢測(cè)能力以及焊接過(guò)程中的常見問題;
l 可實(shí)現(xiàn)實(shí)時(shí)糾正焊縫偏差,智能實(shí)時(shí)跟蹤,精確引導(dǎo)焊槍自動(dòng)焊接;
l 可有效解決焊縫偏差帶來(lái)的問題,確保焊縫成型完美。
u 可支持標(biāo)準(zhǔn)的串口與網(wǎng)口通訊協(xié)議。
u 可與多種機(jī)器人進(jìn)行通訊,解決工件夾裝偏差,組隊(duì)偏差與焊接過(guò)程中的熱型變。
u 適用于高低方向干涉較多的工件。
v 使焊槍處于理想位置,確保焊道連續(xù),無(wú)急轉(zhuǎn)彎。
v 減少勞動(dòng)成本,提高生產(chǎn)效率。
v 集成度高,采集單元與運(yùn)算單元一體設(shè)計(jì)。
v 有更換玻璃片裝置,現(xiàn)場(chǎng)更換玻璃簡(jiǎn)單。
v 補(bǔ)償生產(chǎn)、設(shè)備和操作公差;
v 針對(duì)復(fù)雜工件,減少編程工作;
v 實(shí)現(xiàn)一致的、可復(fù)現(xiàn)的焊接效果。
v 安裝高度高,與工件干涉小。
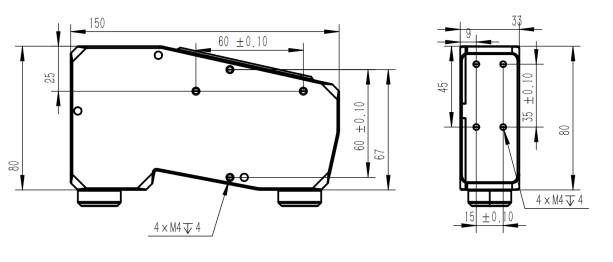
產(chǎn)品尺寸圖及安裝孔位:
CXZK-JXB500S-A(精度略低,視場(chǎng)較大)
CXZK-JXB500S-B(視場(chǎng)略小,精度較高)

CXZK-JXB500S-16

CXZK-JXB500S-25
















