
在石油、化工、電力等工業(yè)領(lǐng)域中,經(jīng)常會(huì)用到圓形的管材來解決輸油、輸氣、輸水等問題。而管材之間相連接的相貫線焊縫也是非常典型的焊縫形式。
提升這種相貫線焊縫的焊接質(zhì)量和焊接效率對(duì)壓力容器、管道等可靠性的提升,進(jìn)而對(duì)工業(yè)的發(fā)展都具有比較重要的作用。
相貫由主鋼管和相貫鋼管構(gòu)成,相貫鋼管端口與主鋼管圓周向180°范圍內(nèi)相交的軌跡線叫相貫線,相貫鋼管的直徑小于或等于主鋼管直徑,相貫形式有騎座式和插入式相交。焊接這條線的焊縫叫相貫焊接焊縫。
相貫線焊縫是典型的、復(fù)雜的空間焊縫。完整的焊接件由三個(gè)零件組成,隨著焊接機(jī)器人的推廣,越來越多的自動(dòng)化設(shè)備代替工人完成焊接任務(wù)。
然而對(duì)于相貫線的焊接,由于空間相貫線焊縫的結(jié)構(gòu)復(fù)雜,現(xiàn)有的焊接機(jī)器人系統(tǒng)很難滿足使用的要求。特別是大構(gòu)件相貫線焊接結(jié)構(gòu)在制造和裝配中存在一定的誤差,而使用機(jī)器人焊接時(shí)對(duì)焊縫軌跡要求又比較高,在這樣的情況下,需要通過工人來完成焊接任務(wù)。
由于這種焊縫的焊接工作條件差、勞動(dòng)強(qiáng)度大,導(dǎo)致焊接效率低,導(dǎo)致整個(gè)產(chǎn)品的生產(chǎn)周期較長(zhǎng),很難保證焊接質(zhì)量的一致性,返修率較高。
為了降低工人的勞動(dòng)強(qiáng)度,提高焊接質(zhì)量和勞動(dòng)效率,需要在自動(dòng)焊接設(shè)備上適配自動(dòng)焊縫跟蹤系統(tǒng)來完成相貫線的焊接。

為了提高相貫線焊接構(gòu)件的焊接效率,北京創(chuàng)想智控提出了行之有效的綜合解決方案。
將機(jī)器人焊縫跟蹤系統(tǒng)適配焊接機(jī)器人中,不僅可以提高相貫線的精度,提高焊接效率,而且使焊接質(zhì)量有了保證。

機(jī)器人焊縫跟蹤系統(tǒng)
數(shù)字化和集成一體化結(jié)構(gòu);
在線實(shí)時(shí)檢測(cè)跟蹤多種焊縫,真正實(shí)現(xiàn)焊接自動(dòng)化 和智能化;
實(shí)現(xiàn)機(jī)器人與控制系統(tǒng)的實(shí)時(shí)通訊;
實(shí)現(xiàn)機(jī)器人焊縫跟蹤、焊縫尋位等功能;
焊縫寬度自適應(yīng)功能;
焊縫實(shí)時(shí)跟蹤;
焊接軌跡自動(dòng)預(yù)測(cè);
抗弧焊光核滴熔飛濺;
機(jī)器人協(xié)同跟蹤。
案例圖片


案例一
所屬行業(yè):暖氣管道
工件類型:相貫線焊接
產(chǎn)品型號(hào):JXB200
焊接類型:氣保焊
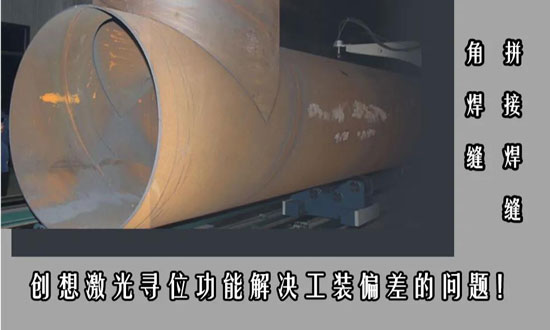
焊縫類型:拼接焊縫、角焊縫
機(jī)器人類型:發(fā)那科機(jī)器人
視頻產(chǎn)品功能特點(diǎn):尋位功能解決工裝偏差
解決客戶什么問題:節(jié)省人工成本,簡(jiǎn)化編程、提升焊接效率。
案例二
工件類型:管道
產(chǎn)品型號(hào):B系統(tǒng)
焊縫類型:拼接
機(jī)器人類型:發(fā)那科
產(chǎn)品功能特點(diǎn):發(fā)那科多點(diǎn)尋位焊接相貫線,支持尋位一個(gè)姿態(tài)焊接一個(gè)姿態(tài),抗反光穩(wěn)定檢測(cè)。
案例三
工件類型:相貫線焊接
產(chǎn)品型號(hào):RBTA3
焊接類型:氣保焊
焊縫類型:角焊縫
機(jī)器人類型:發(fā)那科機(jī)器人
視頻產(chǎn)品功能特點(diǎn):相貫線聯(lián)動(dòng)實(shí)時(shí)跟蹤
解決客戶什么問題:解決工件不一致、夾具有偏差、板材較薄的時(shí)候出現(xiàn)熱變形等問題。










