
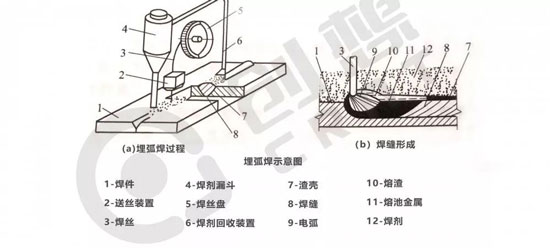
埋弧焊是一種電弧在焊劑層下燃燒進(jìn)行焊接的方法。
利用焊絲與焊件之間在焊劑層下燃燒的電弧產(chǎn)生熱量,熔化焊絲、焊劑、和母材金屬形成焊縫,連接被焊工件。
其固有的焊接質(zhì)量穩(wěn)定、焊接生產(chǎn)率高、無弧光及煙塵很少等優(yōu)點(diǎn)使得埋弧焊成為各工業(yè)部門應(yīng)用最廣泛的機(jī)械化焊接方法之一,特別在船舶制造、發(fā)電設(shè)備、鍋爐壓力容器、大型管道、機(jī)車車輛、重型機(jī)械、橋梁及煉油化工裝備生產(chǎn)中已成為主導(dǎo)焊接工藝,對焊接結(jié)構(gòu)制造行業(yè)的發(fā)展起到了積極的推動作用。
埋弧焊的突出優(yōu)點(diǎn)是:
相當(dāng)高的焊接速度和高的熔敷率,不受限制的對接、角結(jié)合搭接接頭。多絲埋弧焊特別適用于厚板接頭盒表面堆焊;
可通過焊劑和焊絲的選配任意調(diào)整,改善焊縫金屬性能,從而獲得力學(xué)性能優(yōu)良、致密性高的優(yōu)質(zhì)焊縫;
焊絲的熔化不產(chǎn)生任何飛濺,焊縫表面光潔,焊后無需修磨焊縫表面;
焊接過程無弧光刺激,勞動條件得到改善,焊工可集中注意力操作,焊接質(zhì)量易于保證;
易于實(shí)現(xiàn)機(jī)械化和自動化操作,焊接過程穩(wěn)定,焊接參數(shù)調(diào)整范圍廣,適用于各種形狀工件的焊接;
可在風(fēng)力較大的露天場地施焊。
但不足之處是:
焊接設(shè)備占地面積較大,一次投資費(fèi)用高;由于采用顆粒狀的焊劑,這種焊劑方法一般只適用于平焊位置;不能直接觀察電弧與坡口的相對位置,如果沒有采用焊縫跟蹤系統(tǒng),則容易焊偏;埋弧焊的埋弧自動焊溶劑的成分中含有氧化錳等對人體有害的物質(zhì) 等等。
針對埋弧焊的不足之處,我們可以看到,采用焊縫跟蹤系統(tǒng)可以保障焊接精準(zhǔn)性,與此同時,還可以將操作者從惡劣的煙塵輻射環(huán)境中解脫出來,節(jié)約人力,提高焊接質(zhì)量!
大量的實(shí)踐證明,焊縫跟蹤系統(tǒng)適用于埋弧焊接,可滿足對焊縫自動跟蹤及弧高控制的要求,抗干擾能力強(qiáng)、可靠性高!
目前應(yīng)用于自動化焊接領(lǐng)域的焊縫跟蹤系統(tǒng)主要有兩種方式:
一種是焊前示教型的焊縫跟蹤系統(tǒng),這種方式是焊接前先讓焊炬沿著焊縫的軌跡走一遍,同時記錄下焊縫各個位置的坐標(biāo),真正焊接時根據(jù)已儲存的坐標(biāo)信息來實(shí)現(xiàn)焊炬對準(zhǔn)焊縫。
由于焊前不存在弧光、飛濺以及電磁等各種干擾,故這種方法在理論上能有效地實(shí)現(xiàn)焊縫跟蹤。但是實(shí)際焊接過程中還會出現(xiàn)“磁偏吹”的現(xiàn)象,此時即使實(shí)際焊縫軌跡與焊前所檢測的焊縫軌跡相差不大也無法實(shí)現(xiàn)焊縫自動跟蹤。
另一種方式是實(shí)時跟蹤系統(tǒng),這種方式主要是用各種傳感檢測技術(shù)進(jìn)行焊縫偏差檢測,并將實(shí)時獲取的焊縫偏差信息反饋給控制器,以驅(qū)動焊槍實(shí)現(xiàn)糾偏。這種方式實(shí)時性較好,且不存在超前誤差,是當(dāng)前焊縫自動跟蹤的研究熱點(diǎn)。
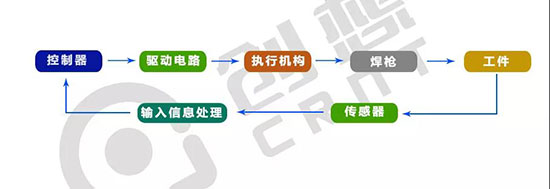
焊縫自動跟蹤系統(tǒng)在焊接過程中,傳感器不斷檢測有關(guān)焊縫中心位置信息,控制器對偏差信息進(jìn)行處理,根據(jù)具體的偏移方向和偏移量大小輸出控制信號,使執(zhí)行機(jī)構(gòu)產(chǎn)生糾偏所需的動作實(shí)現(xiàn)焊縫的實(shí)時跟蹤。
因此焊縫自動跟蹤系統(tǒng)完全排除了焊工的直接作用,由傳感器替代焊工的觀感,由控制器和執(zhí)行機(jī)構(gòu)代替焊工的腦和手去實(shí)時監(jiān)測與控制焊接質(zhì)量,它能夠適應(yīng)隨機(jī)干擾因素所引起的一些變化,無需人的干預(yù),實(shí)時予以補(bǔ)償,使焊接質(zhì)量自動保持在要求范圍內(nèi)。
實(shí)時焊縫自動跟蹤系統(tǒng)中要解決的首要問題是焊縫位置的實(shí)時檢測,而位置信息的獲得很大程度取決于所用的傳感方式和傳感器。因此傳感器是決定整個系統(tǒng)跟蹤方式和跟蹤精度的首要因素。一個合適的傳感器是保證正確跟蹤的重要基礎(chǔ),因此,靈敏度高、抗干擾能力強(qiáng)、結(jié)構(gòu)簡單的傳感器是跟蹤系統(tǒng)的關(guān)鍵。

北京創(chuàng)想智控自主研發(fā)的焊縫跟蹤系列產(chǎn)品:
激光焊縫跟蹤器、專機(jī)焊縫跟蹤器、機(jī)器人焊縫跟蹤器
焊縫跟蹤器采用非接觸式跟蹤,通過傳感器測量焊縫偏移,引導(dǎo)并控制焊槍精準(zhǔn)定位,避免因工件位置偏差造成的焊接缺陷,提高生產(chǎn)效率和產(chǎn)品質(zhì)量。
可一鍵解決檢測范圍、檢測能力及焊接過程中的常見問題;
可實(shí)現(xiàn)實(shí)時糾正焊縫偏差,智能實(shí)時跟蹤,引導(dǎo)焊槍自動焊接;
可有效解決焊縫偏差帶來的問題,確保焊縫成形美觀。
案例1


工件類型:螺旋管
焊接類型:埋弧焊
焊縫類型:拼接縫
專機(jī)類型:信捷一維
視頻產(chǎn)品功能特點(diǎn):
拼接縫實(shí)時跟蹤焊接,糾正螺旋管拼接縫不一致
案例2

大型罐體雙槍埋弧焊接
雙焊縫同時跟蹤實(shí)時糾正焊槍位置偏差,引導(dǎo)焊槍自動焊接,焊接全程無需人工干涉,避免人工操作造成的焊接缺陷,對工件的焊接裝夾要求低,焊接過程安全,焊縫成型一致性好,操作簡單生產(chǎn)效率高,實(shí)現(xiàn)了雙槍埋弧焊焊接過程的自動化和智能化!










